
Depending on the process technology and the source of the emission, the nature of the emissions (content quantity and type of contaminant) determines the best design of scrubber in each case. HF, H2FiS6 (FSA), P2O5 and NH3 are the main contaminants to be scrubbed in the exit air.
Typical applications for gas scrubbers in MAP / DAP Phosphate Fertiliser plant are :
Design solutions – see (A) Packed Bed Scrubbers and (B) Cross Flow Scrubbers below, where the BlueFil® mesh packing is irrigated. See also (C) Venturi Scrubbers where the high energy Venturi and wet cyclone are not liable to blockage, but with higher energy requirements but no advantage on efficiency compared to BlueFil® equipped scrubbers (A) & (B).
Air pollution
There are classic conventional Packed Bed type scrubbers, with counter-current flow of gas upwards through one or more beds of (usually random) packing, where the gas is contacted by the scrubbing liquid as it flows down through the packing. See Packed Bed Figs. 1 and 2 below. Variables are gas velocity, type of packing, height of packed bed, quantity of scrubbing liquid used. A mesh type or chevron vane type demister is installed at the scrubber exit.
When designing a conventional counter current gas scrubber the following typical operating values and rules of thumb apply:
Gas face velocity: 1.5 to 2.5 m/s
Liquid loading rate: 15 to 30 m3/m2/hr
The column diameter should always be at least 6 to 8 times the packing size (applies to column diameters 150 to 750 mm)
The liquid-gas ratio will vary from process to process depending on the gas inlet contaminant concentration and heat of reaction with the scrubbing liquor, but a typical value will be 10 to 15 (on a weight basis).
In Phosphate Fertilizer applications, the gas is generally a fume with soluble or insoluble particles to be removed. The use of conventional random packings in a counter-current design is not recommended, due to blockage by solids.
We do recommend the use of BlueFil® structured mesh, as a packing medium, with co- and counter-current sprays. See Fig. 3 below.


Fig 3
In applications where there is a mixture of particulate and mist we recommend Cross Flow scrubbing technology, where the gas flows horizontally through a series of scrubber / filter stages. These are stages using a BlueFil® mesh media which is irrigated or an initial ‘spray only’ step. The benefit of this design is to allow good access to each stage, so the meshpads can be removed for cleaning once they are blocked. It is also important to have a mesh pad material that is capable of being repeatedly, vigorously washed. The BlueFil® PP and ETFE mesh materials are the optimum quality and thickness to minimise the rate of blockage and to facilitate the washing process. Styles MX095, MX094L & MX040 are the most commonly used in this application, but for the highest efficiency, MX020 layers can be added.
The mist in the gas is sprayed, agglomerated and then removed in the first stages steps within the system. A spray stage, one or more packing/scrubbing stages to remove particulates, a gas scrubbing stage, and a final demister stage are features we can use and tailor in each design. See Figs 1 & 2 below.
A new development is to combine the Begg Cousland ‘Becoflex’ Rotary Brush system as the initial wetting and particulate removal stage, thereby reducing the number of mesh layers or stages needed downstream. See Fig. 3 below.

Fig 1
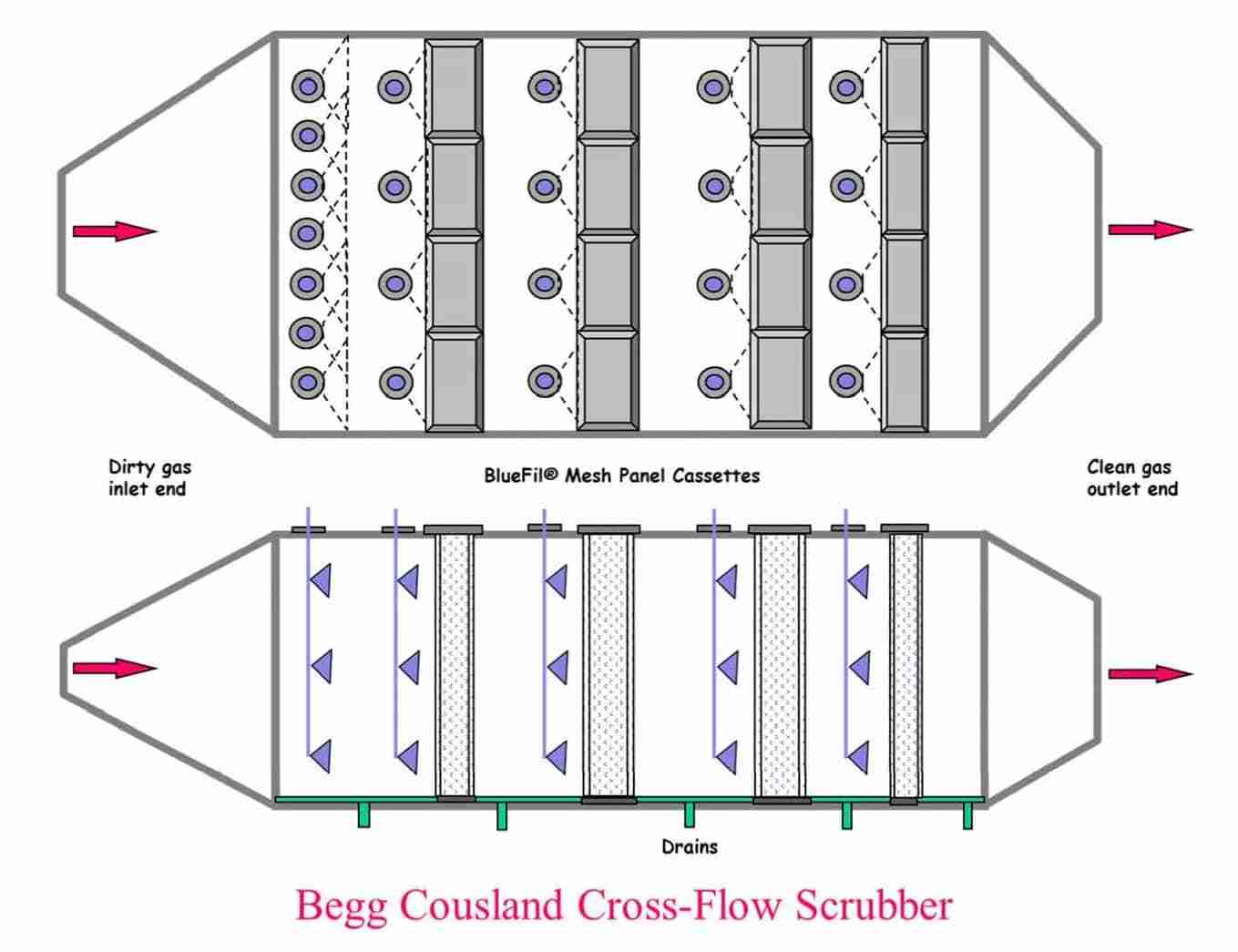
Fig 2

Fig 3

BlueFil® mesh style MX095

BlueFil® Cross Flow Scrubber Cassette

Where there are small sized solid particulates present in the gas, which would pass through or cause blockages in packed bed scrubbers, we recommend the use of Venturi Scrubber technology. The High Energy Venturi is suited to smaller particle sizes principally less than 3 micron and particularly for particles less than 1 micron (sub micron). The HEV can be used to obtain high efficiencies on the sub micron particulates.
In a Venturi the gas enters at the top of the scrubber’s first stage, and flows downward through the ‘throat’ section where it is contacted by a relatively large volume of scrubbing liquid injected tangentially through a number points (normally at least three) at high pressure at the top of the ‘throat’. In some designs there is a ‘bullet’ inside the ‘throat’, the position of which can be adjusted to handle different gas volumes, without loss of efficiency. This ensures that the highest possible amount of water is taken up by the gas, which becomes saturated in this area
At the narrowest cross section of the throat there is a sharp tear off edge where because of the sudden change in gas speed, the scrubbing water is atomised into tiny droplets. Due to the high relative speed between the gas/dust mixture and the fine liquid droplets, the dust particles strike the droplets and continue through the throat and coalesce into larger droplets.
At the bottom of the first stage, the gas travels horizontally across to a second stage vessel, and the liquid flows out from a bottom outlet. The second stage vessel can be an open cyclonic design to remove entrained larger droplets or a packed bed design, since the solids will have been removed in the first stage Venturi. See Venturi Figs. 1 and 2 below
Typically for a 90% removal efficiency at any particle size, the rule of thumb to calculated the amount of energy required is :
Pressure loss = 380 mmH2O/ particle size in microns
Moderate gas absorption can be obtained along with the particulate removal, typically 90% hydrogen chloride with water.
For typical solids removal only, the liquid to gas ratio is in the range of 0.5 to 1.0 litres (liquid) / m3 (gas).
If gas absorption is also required the liquid to gas ration required can be as high as 5 l/m3
